
- Главная
- Каталог
- Металлорежущий инструмент
- Плашки
- Плашка круглая
- Плашка метрическая
Плашка метрическая



Плашка – это инструмент, выполненный по аналогии с резьбовой гайкой, у которой каждый виток спрофилирован под резание.
Накручиваясь на стержень, плашка первыми несколькими витками нарезает резьбу под собственный проход, а оставшимися – калибрует ее в заданную геометрию, зачищая и уплотняя поверхностный слой.
Стандарт
ГОСТ 9740-71 соответствует метрическим плашкам для цилиндрической резьбы.
Номенклатура включает унифицированные размеры от М1 до М68 мм, с крупным и мелким шагом резьбы. Изделия по этому нормативу способны выполнить наружную резьбу с полем допуска по 6 и 8 квалитету.
ГОСТ предусматривает три конструктивных типа:
- под малые диаметры – от М1 до М3 мм, с 3 стружкоотводящими канавками, сферической торцовой выборкой с одной стороны или без нее;
- под малые диаметры – от М1 до М6 мм, с 3 канавками и цилиндрической выборкой с одной стороны;
- стандарт – от М6 до М68 мм, с 5 канавками и короткой цилиндрической выборкой с одной стороны.
В зависимости от направления резьбы выпускают правый и левый инструмент. Набор метрических плашек должен включать оба варианта для каждой позиции.
На наружной поверхности инструмента предусмотрено несколько перпендикулярных глухих отверстий и зубец-выборка. Это необходимые крепежные элементы под установку воротка (для ручной нарезки) или монтажа в плашкодержатель токарного автомата.
Конструкция
Заходный конус плашки, соответствующий двойному углу в плане, выполняют с двух сторон. Это позволяет работать инструментом без жесткой привязки к лицевому и тыловому торцам.
В процессе эксплуатации основная нагрузка и износ приходятся на режущую часть – 1,5..2,5 первых витка.Оставшиеся 3..5 витков лишь калибруют полученный профиль на заготовке.Заходный конус делают двойным, чтобы снизить частотность перезаточки и продлить ресурс изделия. Когда затупляется одна сторона, плашку для метрической резьбыпросто переворачивают и работают другой.
Величина угла в плане прямо влияет на глубину резания и по стандарту составляет 25°, 30° и 45°. Это универсальные решения, подходящие для большинства условий. Если необходима обработка по высокопрочным материалам (легированная сталь, чугун), рекомендуют снизить величину угла в плане до 15°. Нарезая резьбу на податливых цветных сплавах (латунь, алюминий, бронза), лучших результатов достигают при угле 35°.
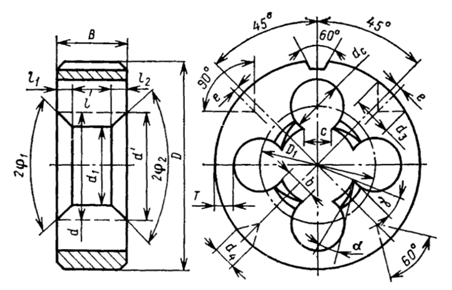
Зубья на режущей части затылуют только по вершинам, чтобы получить задний угол в пределах 6..9°.Для калибрующей зоны витков эта величина будет составлять 0°, поскольку непосредственный съем стружки отсутствует – при калибровке профиль в большей степени выглаживают и деформируют на микроуровне.
Испытания
Метрические плашки и метчики испытывают на образцах из стали 45 с твердостью 197..207 HB. В зависимости от номинального диаметра резьбы, новый инструмент должен нарезать от 100 до 200 мм поверхности с заданной скоростью (до 3,8 м/мин).
По результату испытаний проверяют качество готовой резьбы на детали.Геометрия должна полностью соответствовать требованиям точности по 6 и 8 квалитету. Шероховатость витков – не более Ra 12,5 мкм, без царапин, сколов и смятия. На поверхности зубьев самой плашки не должно быть выкрашиваний и следов износа.







{kind=link}
{kind=link}
{kind=link}





