
Плашка М12



Нарезку резьбовых стержней выполняют различным инструментом – гребенками, фрезами, комплектом роликов.
Наиболее универсальным и распространенным методом остается обработка круглыми плашками. Их применяют как в ручном, так и в машинном режиме – на токарных и резьбонарезных автоматах.
Стандарт
Конструкция и технические требования к изделиям описаны ГОСТ 9740-71. Согласно этому документу, с их помощью нарезают поверхности с полем допуска по 6 и 8 квалитету (6h, 8h6h, 8h, 6g, 8g).
Потребитель может купить 36 вариантов стандартной плашки на М12, в зависимости от шага резьбы и величины основного угла в плане. Эти параметры составляют:
- основной шаг – 1,75 мм;
- мелкий шаг – от 1,50 до 0,50 мм;
- угол в плане - 25°, 30° и 45°.
Наружный габаритный диаметр при этом остается одинаковым для всех исполнений – 38 мм. По этой поверхности расположены четыре зацентровки для зажима инструмента и передачи вращения, а также лыска под 60°.
Конструкция
Плашка на М12 может быть левой или правой, в зависимости от направления резьбы.
Геометрию режущей части выполняют полностью симметричной, с одинаковым углом захода с обеих сторон. Это необходимо, чтобы иметь возможность вести обработку без жесткой привязки к лицевому торцу изделия.
Величина основного угла в плане определяет размер заходного конуса по виткам резьбы. При обработке сложных сплавов выбирают меньшее значение, чтобы сделать врезание более пологим и равномерно распределить нагрузку. Точность угла в плане – в пределах ±2°30’.
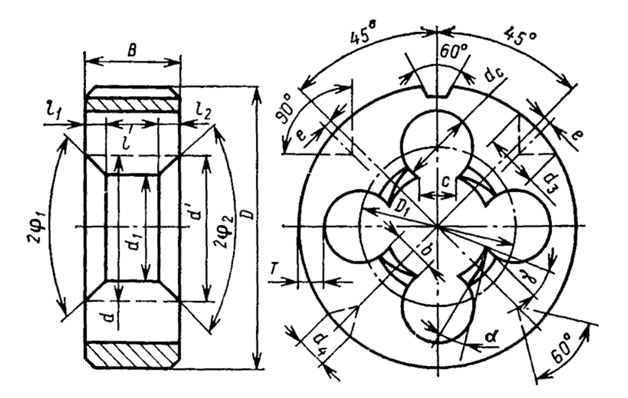
Для вывода стружки по периметру отверстия выполняют несколько канавок. Их число и частотность размещения напрямую влияют на стойкость и свойства инструмента.
Плашка с меньшим количеством канавок обладает более широким и прочным зубом, лучше центрируется и самозатягивается на заготовке. Но при этом ухудшается отвод стружки из зоны резания, что следует учитывать при обработке вязких материалов.
Стандартное число канавок для плашек М12 – 4 или 5 штук, цилиндрических или фасонных.
Качество изготовления
Профиль витков резьбы в отверстии выводят при помощи специальных притиров, получая шероховатость впадин Ra 3,2 мкм для шлифованных и Ra 1,25 мкм для доведенных изделий.
Степень обработки определяет в том числе чистоту и точность, с которыми инструмент будет нарезать заготовку. В наборе плашек на М12 могут присутствовать изделия обоих типов.
Передние и задние поверхности зубьев зачищают до Ra 1,25 мкм.
Наружный установочный диаметр выпускают с точностью f10 для машинного применения и d11 для ручной нарезки. Дополнительно контролируют величину биения этой поверхности – не более 0,06 и 0,2 мм для машинных и ручных плашек соответственно. Общая шероховатость габарита и опорных торцов должна быть не грубее Ra 1,6 мкм.







{kind=link}
{kind=link}
{kind=link}





