
- Главная
- Каталог
- Китайский инструмент
- Сверла
Сверла по металлу. Доступные цены!


Механическую обработку отверстий по сплошному материалу выполняют при помощи спиральных сверл.В результате получают точность в пределах 11..14 квалитета и шероховатость стенок вплоть до Ra 3,2мкм.
Величину суммы, сколько будет стоить сверло, определяют несколько параметров: сложность конструкции, использованный материал, качество исполнения.
Конструкция
Обобщенная схема инструмента включает три зоны:
- режущая –выполненная в виде двух зубьев клинообразной формы, непосредственно снимающих стружку;
- направляющая –служит для центрирования в кондукторной втулке и уже обработанном отверстии;
- хвостовая –в цилиндрическом или коническом формате, предназначенная для установки в сверлильном патроне станка.
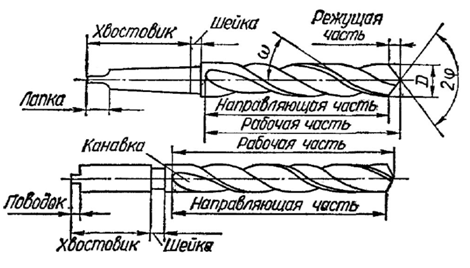
Зубья образованы фрезерованием по цилиндрической поверхности двух винтовых канавок. Стандартный угол их наклона находится в пределах 19..33° и незначительно изменяется по длине.
Сложная криволинейная форма полости канавок призвана обеспечить достаточное пространство для отвода стружки и подвода смазочно-охлаждающей жидкости. В некоторых конструкциях выполнены скрытые каналы внутри тела, и СОЖ подают непосредственно в зону обработки. Стоимость такого сверла будет выше обычного.
Принято считать, что по стандарту угол при вершине неизменен – 120°, но для работы с различными металлами подбирают специальное значение:
- незакаленные стали – 116..120°;
- нержавеющие и закаленные стали – 125..150°;
- чугуны и бронзы – 90..100°;
- латунь, алюминий и его сплавы – 130..140°;
- медь – 125°.
Основным элементом направляющей части сверла выступают ленточки на кромках зубьев. Ими инструмент опирается на кондукторную втулку и стенки отверстия. С увеличением ширины этой поверхности улучшается центрирование и точность обработки, но растет степень износа.
Материалы
Цена на сверла по металлу будет напрямую зависеть от материала режущей части и сложности конструкции.
Различают:
- цельные из быстрорежущих сталей;
- цельные твердосплавные;
- сборные сверла с пластинами из твердого сплава.
ГОСТ 2034-80 определяет производство цельного инструмента из быстрорежущих марок Р18, Р12, Р6М5 и Р9К5. В зарубежной классификации такие изделия маркируют как «HSS». Они предназначены для резания стальных заготовок с твердостью 159..321 HB, чугунных на170..210 HB и из цветных металлов и сплавов.
В ГОСТе 17277-71 приведены требования к производству изделий из твердых инструментальных сплавов: ВК6, ВК8, ВК10М, ВК15М, Т5К12В. Иностранные поставщики предлагают собственные запатентованные марки (GC1344, GC2334, TT9080), также используя защитное PVD-покрытие.







{kind=link}
{kind=link}
{kind=link}





