
- Главная
- Каталог
- Металлорежущий инструмент
- Развертки
- Развертка насадная
Развертка насадная

Обрабатывая отверстия большого диаметра, работать с монолитным осевым инструментом становится неудобно – он слишком громоздкий, тяжелый и дорогой в изготовлении.
В этом случае применяют изделия насадного типа, в комплекте со специальной оправкой.
Конструкция
Геометрия режущей части насадной развертки полностью аналогична монолитному типу.
Рабочий профиль выполнен в виде цилиндра, образованного множеством зубьев с конической заходной частью. Число зубьев – в среднем от 6 до 12. Радиальный шаг делают непостоянным, чтобы исключить возможную огранку отверстия в ходе обработки.
Угол заходного конуса составляет:
- 5° или 7° – для заготовок из хрупких материалов (легированный чугун, закаленная сталь);
- 15° – для заготовок из вязких материалов (нержавейка, низкоуглеродистая сырая сталь).
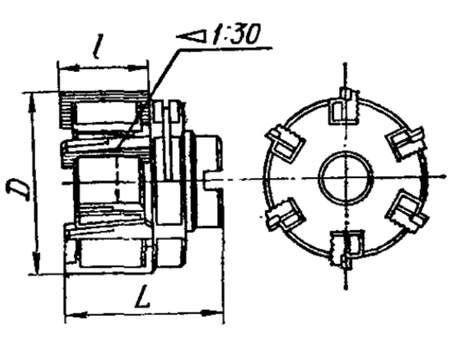
Отверстие под посадку на оправку изготавливают с конусом 1:30. Такое решение обеспечивает плотное тугое соединение и исключает возможность биения, перекоса или смещения инструмента. Для передачи крутящего момента выполняют шпоночный паз.
Стандартные исполнения
Развертки могут быть цельными, выполненными из быстрорежущей инструментальной стали (Р6М5, Р18), или сборными, со вставными ножами из твердого сплава (Т15К6, ВК8, Т30К4).
Определены стандартные конструкции насадной развертки по ГОСТу, в зависимости от назначения:
- для общего случая обработки сталей (в том числе после закалки с отпуском) – ГОСТ 1672 (тип 3);
- для обработки легких сплавов – ГОСТ 20388, 20389, 20390, 20391, 20392;
- для обработки нержавеющих сталей, легированных чугунов, жаропрочных сплавов – ГОСТ 21525, 21526, 21527, 21528.
Точность
Насадные развертки предназначены для чистовой осевой обработки отверстий. Выбор конкретного инструмента связан с тем, какое поле допуска необходимо получить. Предусмотрены варианты:
- по 6 квалитету – H6, G6, Js6;
- по 7 квалитету – H7, K7, G7,Js7,M7, N7, P7;
- по 8 квалитету – H8, F8, E8;
- по 9 квалитету – H9, D9, E9;
- для получистовой обработки –H10 и H11.
Если в дальнейшем предусмотрены доводочные операции (хонингование, внутренняя шлифовка, суперфиниширование и т.д.), следует купить насадную развертку, оставляющую припуск. Они обозначаются по номерам – от 1 до 6.







{kind=link}
{kind=link}
{kind=link}





