
- Главная
- Каталог
- Металлорежущий инструмент
- Плашки
- Плашка круглая
Плашка круглая



Круглые плашки применяют для ручной и машинной нарезки резьбы на болтах, винтах, шпильках и нестандартных стержнях. Процесс может быть реализован вручную при помощи воротка или на токарном автомате, где инструмент крепят в плашкодержателе винтами-гужонами.
Стандарт
ГОСТ 9740-71 определяет технические требования к изготовлению и конструкции круглых плашек для нарезки метрической резьбы в диапазоне от М1 до М68 мм и трубной от G 1/16 до G2 ¼.
Различают четыре стандартных типа:
- для М1..М3 мм – 3 канавки, сферическая торцовая выборка;
- для М1..М6 мм – 3 канавки, цилиндрическая выборка;
- для М6..М68 мм – 5 канавок, узкая цилиндрическая выборка;
- для трубной резьбы – 6 канавок, без выборки.
Соответственно направлению резьбы выпускают правые и левые плашки. Профиль режущих и калибрующих витков повторяет профиль резьбы – метрической или трубной, с углом при вершине 60° и 55°. Для нарезки круглой резьбы используют специальные нестандартные плашки. Такой тип крепежа применяют в санитарно-технической арматуре.
Конструкция
Плашки имеют форму диска с гладкой наружной частью, профилированным режущим отверстием и набором стружечных канавок, которые располагают параллельно оси изделия. Некоторые производители делают их под углом, несколько улучшая отвод стружки вперед.
Допустимое количество стружечных канавок - от 3 до 7.С уменьшением их числа повышают прочность и жесткость инструмента, обеспечивают плотное центрирование и самозатяжку при обработке. Но вместе с этим – возрастает трение в зоне контакта, а стружка может забивать витки.
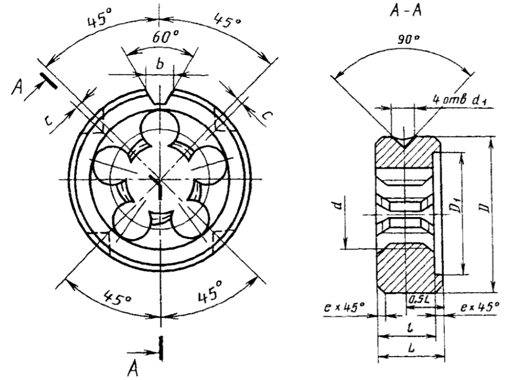
Рабочую поверхность делят на заходную (режущую) и калибрующую зоны.Стандартный угол в плане – 25°, 30° и 45°, с допуском ±2°30’. Заходный конус равен двойной величине этого угла.Для обработки высокопрочных материалов рекомендуют снижаться до 10..20°.
В производстве резьбонарезного инструмента предпочтение отдают быстрорежущим сталям, а также инструментальным маркам 9ХС и ХВСГ. Заготовки калят до уровня 58..63 HRC.
Рабочие витки профиля шлифуют до чистоты Ra 3,2 мкм и доводят до Ra 1,25 мкм. Наружный цилиндр, который служит для установки и базирования в ручном приспособлении или плашкодержателе станка, точат с полем допуска f10 для машинных и d11 для ручных плашек.
Применение
С помощью такого инструмента нарезают резьбу на заготовках из сталей, чугунов, алюминиевых и медных сплавов. Рекомендуемая твердость обрабатываемой поверхности – до 207 HB (незакаленные стали). Обычно витки нарезают до термической обработки, а после – дополнительно правят или шлифуют.
Оптимальная скорость резания зависит от диаметра резьбы:
- для 1..3 мм – 1,5 м/мин;
- для 3,5..6 мм – 2,3 м/мин;
- для 7..12 мм – 2,75 м/мин;
- для 14..35 мм – 3,6 м/мин;
- для 36 и выше – 3,8 м/мин.
Режимы корректируют, исходя из сложности работы по конкретному материалу. Средний период стойкости инструмента – от 10 до 90 минут.
Круглые плашки по ГОСТу позволяют нарезать стержни с 6 и 8 степенью точности в метрической системе, А и В класса – для трубной резьбы. Шероховатость витков – в пределах Ra 6,3..12,5 мкм.







{kind=link}
{kind=link}
{kind=link}





