
- Главная
- Каталог
- Металлорежущий инструмент
- Резцы
- Резец подрезной
Резец подрезной

Название инструмента «резец подрезной отогнутый» говорит об основном его назначении – подрезке торцов заготовок. Из-за своей востребованности эти резцы широко применяются от индивидуального до массового производства.
Общие сведения
Внешне этот инструмент очень схож с проходным резцом. Отличает его только режущая пластина треугольной формы. Как и проходные резцы, подрезные делятся на правые (движущиеся при работе справа налево) и левые (работающие в противоположном направлении).

Схема работы
Конструкция
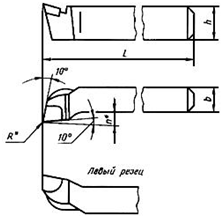
Конструкция должна соответствовать ГОСТ 18880 – 73. Инструмент состоит из державки (корпуса) и напаиваемой режущей пластины, которая может врезаться под разными углами:
- для вязких материалов (стали и др.) – 0°;
- для хрупких материалов (чугун и др.) – 10°.
Перед работой проводится заточка резца. Варианты заточки приводятся в приложении к ГОСТ 18877 – 73. Углы и форма выбираются в зависимости от марки и свойств обрабатываемого материала.
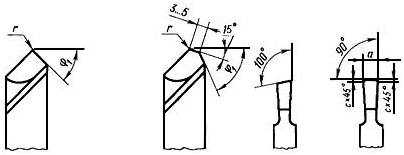
Углы и форма заточки передней поверхности резца
Материал
Межгосударственный стандарт ГОСТ 5688 – 61 на технические условия изготовления резцов регламентирует материалы, из которых должны изготавливаться корпус и режущая часть токарного подрезного резца.
Режущая пластина изготавливается из спечённого твердого сплава по ГОСТ 3882.
| Марка | Химсостав* | Твёрдость по Ровеллу (HRA), не менее | Плотность, х 103, кг/м3 | Предел прочности при изгибе, Н/мм2 |
| Т5К10 | 85 % WC, 6 % TiC, до 9% Co | 88,5 | 12,5 ÷ 13,1 | 1421 |
| Т15К6 | 85 % WC, 6 % TiC, до 9 % Co | 90 | 11,1 ÷ 11,6 | 1176 |
| ВК 8 | 92 % TiC, 8 % Co | 88 | 14,5 ÷ 14,6 | 1666 |
Интернет-магазин «Орион» предлагает купить резец подрезной с твердосплавными пластинами типа ВК8, Т5К6 иТ15К10 и державками разного сечения.
Маркировка и условное обозначение
Согласно ГОСТ 18880 – 73 условное обозначение резца содержит восьмизначный номер и марку сплава, из которого изготовлена режущая пластина. Например, резец 2112-0005 ВК8 имеет размеры 25х16 мм, твердосплавная пластина из ВК8 врезана под углом 10.Кроме того, резцы маркируют, указывая не только марку твердого сплава и сечение, но и длину инструмента. Например, тот же резец имеет маркировку 25х16х140 (ВК8).
Применение
С помощью этого инструмента обрабатывают черные и цветные металлы: подрезают как свободные, так и ступенчатые торцы, а также делают канавки для выхода шлифовального круга и резьбонарезного инструмента в труднодоступных местах. В отдельных случаях допускается обрабатывать наружные цилиндрические поверхности, однако, из-за сочетания высокой твёрдости и низкой пластичности режущие пластины при такой операции быстро ломаются.







{kind=link}
{kind=link}
{kind=link}





