
- Главная
- Каталог
- Металлорежущий инструмент
- Развертки
Развертки по металлу





При помощи разверток отверстия дорабатывают до 6, 7, 8 и 9 квалитетов, получая шероховатость вплоть доRa 0,32 мкм, с минимальной погрешностью формы.
Все эти параметры относятся к категории чистовых операций, и проход таким осевым инструментом обычно назначают после сверления или зенкерования.
Конструкция
Условную схему изделия можно разделить на три основных зоны:
- рабочая поверхность с прорезанными зубьями;
- переходная шейка;
- цилиндрический или конический хвостовик.
Сама рабочая зона состоит из режущей (заборной) и калибрующей частей, а также участка с обратной конусностью. Последний необходим,чтобы исключить риск заклинивания инструмента в отверстии. Непосредственно в обработке он не задействован.
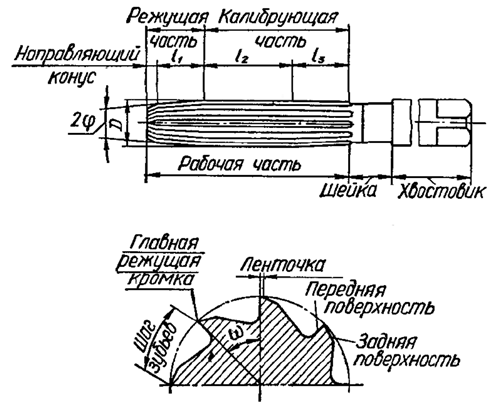
Развертки по металлу срезают тонкий припуск по предварительно подготовленному отверстию. Для этой работы предназначено от 6 до 14 режущих зубьев, расположенных с равномерным или смещенным угловым шагом. Второй вариант более предпочтителен, поскольку позволяет исключить риск огранки полученной поверхности.
Нужную геометрию рабочей части инструмент приобретает после прорезки канавок для вывода стружки. Различают три типа:
- прямые канавки – наиболее простая, универсальная и надежная схема, упрощающая заточку и изготовление;
- косые канавки – реализуют исключительно для изделий со вставными ножами;
- винтовые канавки – можно выполнить только на цельной развертке, оптимальны для обработки прерывистых отверстий.
Зубья профилируют с задними углами в пределах 6..10°, передними - 0° для чистовых и 5..10° для черновых разверток.
Классификация
Купить подходящую развертку можно, ориентируясь на стандартную номенклатуру инструмента:
- ручные;
- ручные разжимные (для ремонтного производства);
- машинные цельные и насадные;
- машинные сборные, с ножами из быстрорежущей стали;
- машинные сборные, с твердосплавными пластинами – напайными или с механическим креплением;
- машинные сборные, с ножами из твердого сплава.
Различают цилиндрические и конические изделия. Вторая группа рассчитана на обработку отверстий с конусностью 1:50 или 1:30, а также для всего набора конусов Морзе.
Если унифицированного инструмента недостаточно, заказывают изготовление по спецзаказу или перешлифовывают стандартные (преимущественно цельные цилиндрические).
Материалы
Цена на развертку будет напрямую зависеть от ее возможностей, которые определяются способностью инструментального материала оказывать воздействие на металл заготовки.
Для изготовления ручных разверток используют сталь 9ХС. Машинный инструмент производят из быстрорежущих марок Р6М5 и Р18. Чтобы снизить себестоимость и упростить термообработку, несущую часть изделия – шейку и хвостовик – выполняют из конструкционных сталей 40, 45 и 40Х, соединяя с рабочей головкой при помощи сварки.
Сборные развертки комплектуют пластинами из твердых сплавов – ВК6, ВК6М, Т15К6, Т14К8, Т5К10. Корпус под такой инструмент могут обрабатывать из заготовок У7 и У8.







{kind=link}
{kind=link}
{kind=link}





