
- Главная
- Каталог
- Металлорежущий инструмент
- Развертки
- Развертка ручная
Развертка ручная


Развёртка – это многолезвийный инструмент для чистовой обработки отверстий. Применяется во всех видах машиностроительного производства: от массового до единичного, а также в быту.
Общие сведения
Посредством сверления и зенкерования не всегда удается получить требуемые параметры точности. Если в конструкции изделия предусмотрена сборка цилиндрических деталей выше 10 квалитета точности, то необходимо дополнительно введение операции, которая может выполняться с помощью развёртки. Общий припуск на развёртывание обычно принимается от 1% до 0,4% от диаметра отверстия (из них 0,7 – 0,3% – на черновую обработку, 0,3 – 0,1% – на чистовую обработку).
Развёртка является режущим инструментом, оснащённым зубьями, количество которых зависит от диаметра – чем больше размер, тем больше зубьев. Минимальное число зубьев – четыре.
Существует несколько классификаций этих инструментов:
- по способу применения различают ручные и машинные;
- по характеру крепления: хвостовые и насадные;
- по конструкции: цельные и регулируемые (разжимные и со вставными ножами) и др.;
- по форме обрабатываемого отверстия: цилиндрические и конические;
- по типу обрабатываемого отверстия: сквозные и глухие;
- по форме зуба: прямые и спиральные;
- по форме хвостовика: с коническим, цилиндрическим и квадратным хвостовиком;
- по квалитету обрабатываемой поверхности: чистовые, получистовые и др.
Конструкция и размеры
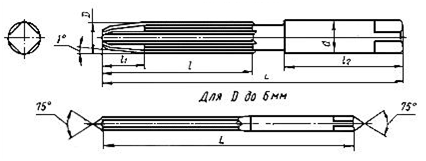
Ручные цилиндрические развёртки производятся по ГОСТ 7702 – 77. Их конструкция состоит из нескольких частей:
- конической заборной;
- режущей, имеющей меньшую конусность;
- калибрующей;
- хвостовика, предназначенного для передачи крутящего момента на режущую часть.
Стандарт регламентирует выпуск ручных цилиндрических разверток диаметром от 1 мм до 60 мм. Эти инструменты могут применяться как для ручных работ, так и при работе на станке (сверлильном, токарном, расточном).
Материал, технология изготовления
Материал, из которого изготавливаются развертки, регламентируется ГОСТ 1523 – 81 на технические условия изготовления. Стандарт предписывает делать ручные инструменты из легированной стали марки 9ХС (ГОСТ 5950). Машинные и ручные цельные развёртки из быстрорежущей стали с номинальным диаметром 10 мм и более должны быть выполнены сварными, менее 10 мм – цельными.
Условное обозначение
Условное обозначение разверток включает не только номер инструмента по стандарту, но и обозначение поля допуска. Размеры инструмента нужно уточнять по ГОСТам. Например: Развертка 2360-0130 Н7 ГОСТ 7722-77 – цилиндрическая развёртка 8 мм для обработки отверстий с полем допуска Н7.
В магазине «Орион-инструмент» можно купить ручные развертки в диапазоне диаметров от 3 мм до 40 мм.
Применение
С их помощью можно обрабатывать заготовки из незакалённых конструкционных стали твердостью по Бринеллю 163 – 229 НВ, серых и ковких чугунов твердостью 120 – 229 НВ, а также сплавов на основе меди, алюминия, титана на станках сверлильной, токарной, расточной групп.







{kind=link}
{kind=link}
{kind=link}





