
- Главная
- Каталог
- Оснастка технологическая
- Патроны
- Патрон цанговый
Купить патрон цанговый
")
Цанговый зажим – один из наиболее распространенных механизмов для фиксации инструмента и заготовок цилиндрической формы.
Упругие свойства цанги частично компенсируют погрешности установленной детали и обеспечивают точное центрирование с равномерным распределением зажимного усилия.
Стандарт
Различают две унифицированные конструкции цанговых патронов для режущего инструмента с цилиндрическим хвостовиком.
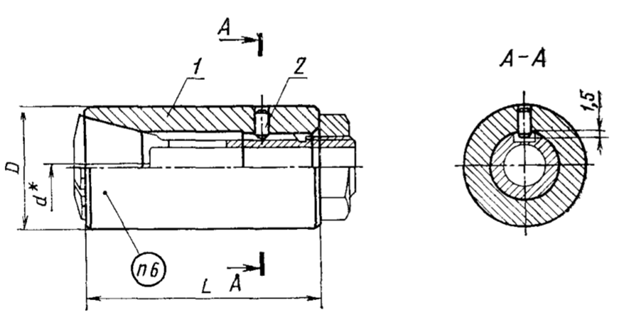
ГОСТ 17200-71 регламентирует выпуск изделий для комплектации токарно-револьверных станков. Такую оснастку используют для фиксации осевого инструмента: сверл, зенкеров, разверток, зенковок и цековок.
Цангу устанавливают внутри гладкого цилиндрического корпуса и затягивают гайкой с обратной стороны. Для предотвращения проворота внутри ее стопорят винтом-гужоном.
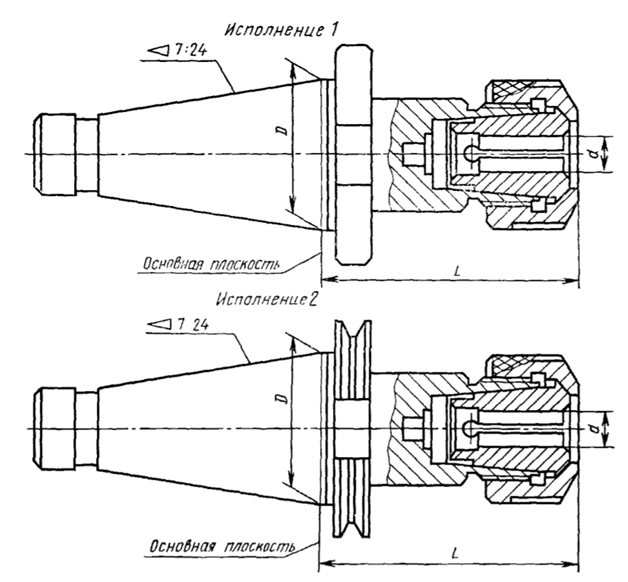
По ГОСТ 26539-85 изготавливают сверлильные и фрезерные цанговые патроны с конусом 7:24. Изделие состоит из мощного корпуса-оправки и цанги с поджимом накидной гайкой с фронтальной стороны.
Предусмотрены два конструктивных исполнения:
- для универсальных металлорежущих станков;
- для станков с ЧПУ и обрабатывающих центров.
Основное отличие состоит в том, что в изделиях второго типа по упорному бурту корпуса заложена канавка для автоматической смены инструмента в магазине.
Конструкция и свойства цанги
Цанга – это втулка, разрезанная на несколько лепестков. При установке внутри цанги инструмента лепестки несколько расходятся, охватывая поверхность хвостовика. Сама цанга при этом расположена внутри отверстия, выполненного с некоторым коническим уклоном.
При перемещении накидной гайки цангу уплотняют вглубь корпуса. Наружная поверхность лепестков вновь подается вовнутрь, чтобы узел мог поместиться в отверстии. Таким образом создают требуемое зажимное усилие по трехслойной схеме: корпус – лепесток – хвостовик.
На детали выполняют несколько продольных или винтовых канавок, разрезая ее на 3..6 лепестков. Зажим можно реализовать и на 2 лепестках, но не будет выдержано центрирование и необходимая прочность контакта.
Обычно закладывают прямые канавки с выходом в отверстие. Винтовые используют для уменьшения изгибающей жесткости лепестков без потери суммарного усилия. Купить цанговый патрон такой конструкции можно по спецзаказу.
Деталь изготавливают из пружинной стали 65Г, чтобы получить максимальные упругие свойства на зажиме. Материал калят, добиваясь твердости:
- на наружной поверхности –51,5..56,5 HRCЭ;
- на внутренней – 41,5..46,5 HRCЭ.
Конструкция и свойства остальных деталей
Корпус цангового патрона для фрезера производят из сталей 40Х, 40ХФА и 50ХФА. Поверхностная твердость конического хвостовика – 46,5..51,5 HRCЭ, остальной конструкции – 53,5..57,5 HRCЭ. Столь высокие показатели необходимы, чтобы уравновесить напряжения зажима и исключить даже минимальную деформацию и смещение инструмента.
Наименее нагруженную деталь патрона – гайку – выполняют с твердостью 36,5..41,5HRCЭ. Она воспринимает лишь косвенное усилие сопротивления лепестков цанги в осевом направлении. На наружной поверхности гайки прорезают несколько пазов под затяжку ключом.
Несопрягаемые поверхности подвергают химическому оксидированию, чтобы избежать окисления и развития коррозии и придать изделию товарный вид.







{kind=link}
{kind=link}
{kind=link}





