
- Главная
- Каталог
- Металлорежущий инструмент
- Накатки
Накатка токарная

4 800 руб.
Без НДС: 4 000 руб.

1 500 руб.
Без НДС: 1 500 руб.
2 400 руб.
Без НДС: 2 000 руб.
Показано 3 из 3
Накаткой в обиходе часто называют специальную оснастку для накатывания рифления на токарно-винторезных станках. Она работает по методу пластической деформации, выдавливая металл с заданным узором-отпечатком.
Державки
Стандартные суппортные державки для накаток выпускают по двум нормативам:
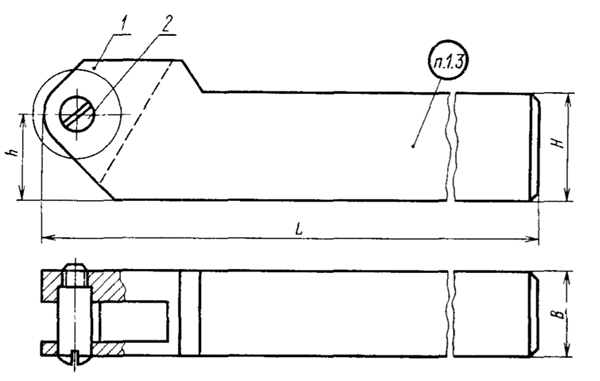
- однороликовые – ГОСТ 13062-67 (для одинарного отпечатка);
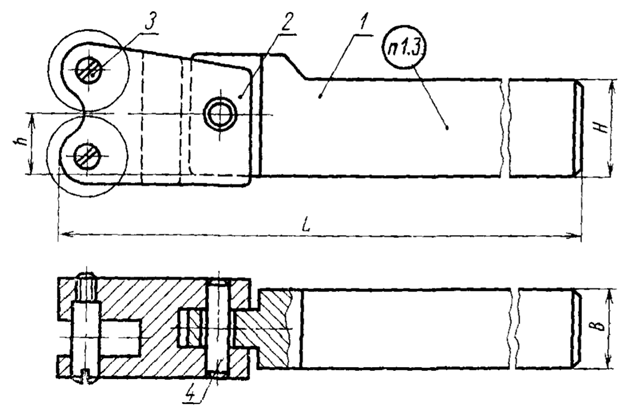
- двухроликовые – ГОСТ 13063-67 (для крестового отпечатка).
Первая конструкция включает призматический корпус, выполненный аналогично токарному резцу, ось и накатной ролик. Головка корпуса усилена по сравнению с хвостовой частью. В смещенном относительно центра пазу на оси монтируют ролик. Сама ось установлена в корпусе по посадке с зазором F9/h9 и закручена по левой резьбе. Эта деталь сохраняет неподвижность, во время работы вращается только сам ролик.
Двухроликовая державка дополнительно укомплектована съемным роликодержателем, который соединен с корпусом с помощью штифта.Сборка выполнена таким образом, что относительно роликодержателя штифт посажен по переходной посадкеH7/m6, тогда как в сопряжении с корпусом имеет некоторый зазор в пределах 0,002..0,052 мм. Соответственно, при нагрузке роликодержатель сначала сдвигается назад до упора с корпусом, после чего ролики для накатки остаются в одном положении до конца обработки.
- Державки выполняют из сталей марок 45 или 50, в редких случаях – Ст6, с объемной термообработкой до твердости 40..45 HRC. Оси делают из рессорно-пружинной стали 65Г и калят до 55..60 HRC, поскольку именно эта деталь воспринимает основную нагрузку в процессе накатки.
Ролики
Стандартные державки спроектированы под строго определенные размеры инструмента.Прежде, чем купить ролики под готовую накатку, следует уточнить их геометрические параметры.Унифицированный размерный ряд включает:- 15×6 мм;
- 20×6 мм;
- 20×9 мм;
- 25×9 мм;
- 30×10 мм.
Внутри паза ролик размещен с минимальным зазором.Торцы обрабатывают вплоть до Ra1,25 мкм, чтобы уменьшить трение и износ в процессе вращения.Наружная поверхность инструмента выполнена как отражение накатанного рифления. Наиболее ходовые варианты – прямое и косое расположение рифлей, под углом 70°. Для обработки сетчатой поверхности используют комплект из правого и левого ролика.Для изготовления деталей назначают инструментальные стали – Х12М, 9ХС, ХВГ, Х12Ф1, Х6МВФ. Свойства указанных сплавов позволяют деформировать поверхность заготовки с твердостью в пределах 160..200HB. Для работы по закаленному металлу применяют ролики из стали 6Х6В3МФС.Резьбовые операции
Полноценную операцию накатки резьбы выполняют на специальных станках-автоматах, где два параллельных ролика деформируют стержневую заготовку между ними, установленную на ножах. Здесь нужны значительные усилия и строго согласованное вращение обоих инструментов.Но для решения элементарных задач можно использовать державки для накатки с установкой резьбонарезных роликов. Такая оснастка дает возможность править профиль резьбы на шпильках и болтах после термической обработки или эксплуатационного износа.
Отзывы о магазине
Наш склад







{kind=link}
{kind=link}
{kind=link}
Наши партнеры






Наши контакты
454046, РФ, Челябинская обл., г. Челябинск, ул. Барбюса, д. 91