
- Главная
- Каталог
- Металлорежущий инструмент
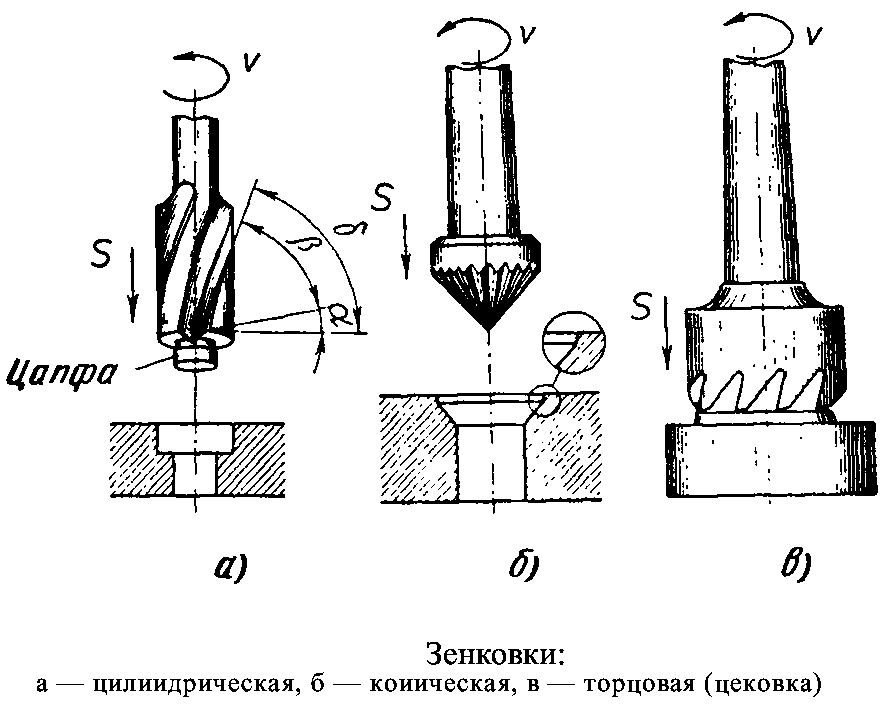
- Зенковки
Зенковки по металлу





Фаска при вершине отверстия – не только атрибут хорошего тона в металлообработке, но и необходимый центрирующий элемент.Такие поверхности получают за счет использования особого осевого инструмента – конического зенкера или зенковки.
Стандарт
Технические условия, конструкция и основные размеры на стандартные изделия описаны в ГОСТ 14953-80. Этот документ предусматривает 11 различных типов. В сумме различают:
- центровочные 60-градусные острые;
- центровочные 60-градусные с предохранительным конусом и без;
- центровочные 75-градусные без предохранительного конуса;
- 60, 75, 90 и 120-градусные общего назначения.
Центровочную группу используют на сверлильных, расточных и токарных станках, а также специальных фрезерно-центровальных полуавтоматах. С их помощью обрабатывают центровые отверстия в торцах валов по ГОСТ 14034-74.
Зенковки по металлу для общих задач выпускают с коническим и цилиндрическим хвостовиком. За основной конструктивный параметр принимают наибольший диаметр режущей части (вершина конуса). Стандарт определяет диапазон изделий от 5 до 16 мм для центровочной группы и от 8 до 80 мм для общего назначения.
Конструкция и материалы
Инструмент для центровых отверстий по форме вписывается в простой цилиндр, с двумя режущими поверхностями с обоих торцов. Профиль остальных зенковок четко делится на режущую головку и хвостовую часть.
Цилиндрический хвостовик выполняют с полем допуска h9 и шероховатостью Ra 0,8 мкм. Наибольшее распространение получила продукция с конусом Морзе – проще устанавливать на шпинделе станка.
Прежде, чем купить зенковку под конкретные цели и задачи, следует определиться с областью ее дальнейшего применения. Для обработки алюминия, латуни, меди и бронзы допускается использовать инструментальную сталь 9ХС. Для прочих работ по металлу предпочтение отдают быстрорезу марок Р18 и Р6М5.
Инструмент с диаметром от 8 до 16 мм изготавливают цельным. Более крупные изделия выпускают сварными или паяными (на латунном припое). В качестве материала для хвостовой части принимают сталь 45 или 40Х.
Режущая головка должна быть закалена до уровня 62..66 HRC, хвостовик – до 32..47 HRC. После термической обработки инструмент шлифуют, выводя по передней и задней поверхностям зубьев шероховатость Ra 1,25 мкм для центровочных и Ra 0,63 мкм для обычных изделий.
Цены на зенковки зависят в том числе от точности исполнения угла конуса. ГОСТом определены стартовые значения:
- для 60 и 75-градусных – допуск 20 минут;
- для 90 и 120-градусных – допуск 1°.
По спецзаказу выпускают инструмент повышенной точности.
Сфера применения
В 90% случаев зенковки берут, чтобы выполнить фаску на гладком или резьбовом отверстии. Как правило, это поверхности 1×45°, 1,6×45° и 2,5×45°. Здесь используют 90-градусный инструмент.
При запрессовке пальцев и штифтов лучший результат по центрированию дает угол захода 30°. Для таких соединений применяют 60-градусную зенковку.
В некоторых гидравлических схемах используют плунжерные пары с уплотнением «клапан/седло». Для этого две конические поверхности выполняют максимально точно и притирают друг к другу с таким расчетом, чтобы при их силовом сопряжении образовать плотный контакт, не пропускающий жидкостную среду.Внутренний конус на таких соединениях обрабатывают специальными зенковками для клапанов– на 75° и 90°.
С помощью 120-градусного инструмента образуют широкие развернутые фаски, которыми распирают гибкие резиновые уплотнения, установленные на ответной детали-стержне.







{kind=link}
{kind=link}
{kind=link}





