
- Главная
- Каталог
- Слесарно-монтажный инструмент
- Головки торцевые
Головка торцевая в ассортименте


Торцевые головки – это сменные детали к слесарным ключам. Их монтируют на ручной и механизированный инструмент.
Такие элементы используют для фиксации и затяжки силовых и крепежных соединений, имеющих выступающую шестигранную или квадратную поверхность под ключ: эксцентриков, зажимов, болтов, гаек.
Стандарт
ГОСТ 25604-83 описывает общие требования к конструкции сменных торцевых головок. Согласно нормативу, выпускают изделия трех типов:
- А – с внутренним шестигранным зевом от 3,2 до 80 мм и квадратным установочным отверстием;
- Б – с наружным шестигранником от 5 до 17 мм и квадратным установочным отверстием
- В – с внутренним квадратным зевом от 3,15 до 25 мм и квадратным установочным отверстием.
Предельные отклонения на зевы по основным охватывающим размерам соответствуют полю допуска H10 иH11 (h10 и h11 для типа Б).
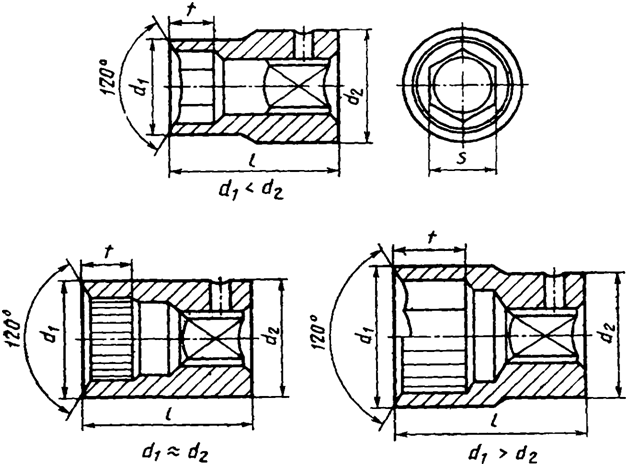
Оптимальную схему наружного контура подбирают, исходя из величины зева и условия баланса между прочностью и материалоемкостью. Для типов А и В возможны три варианта исполнения:
- ступенчатый профиль, где ступень зева больше ступени квадрата;
- ступенчатый профиль, где ступень зева меньше ступени квадрата;
- цилиндрический профиль с промежуточной канавкой.
В зависимости от базового рабочего размера торцевую головку типа А изготавливают с одинарным и сдвоенным шестигранником.
Фиксацию изделия перед началом работы реализуют за счет затяжки гужона, установленного над квадратным отверстием. Это нажимные винты по ГОСТ 1477-84, с размером резьбы от М3 до М10.
Цены на торцевую головку для механизированных устройств могут быть выше, поскольку там зажим выполняют с помощью подпружиненных и гладких упоров.
Покрытия
Чтобы защитить поверхность изделия в процессе эксплуатации, при помощи гальванических технологий осаждают:
- твердый хром толщиной 9 мкм;
- декоративный хром 1 мкм по подслою никеля 12 мкм;
- декоративный хром 1 мкм по двойному подслою никеля 14+7 мкм;
- цинк 15 мкм, с последующим хроматированием;
- кадмий 21 мкм, с хроматированием.
Металлические слои исключают разрушительное воздействие влаги и атмосферы, а также предохраняют инструмент от механического и абразивного износа.
Чтобы купить торцевую головку для условий специфического производства (химия, нефтепереработка, горная добыча, судовой ремонт и т.д.), оценивают собственные уникальные свойства каждого металлопокрытия.
В качестве более простых методов защиты используют химическое оксидирование или фосфатирование с промасливанием.
Испытания
Каждую партию проверяют на прочность по схеме случайной выборки. Торцовую головку устанавливают на механизированный стендовый ключ, которым затягивают симуляцию крепежа с определенным усилием.
В зависимости от размеров прикладывают нагрузку от 7 до 3994 Нм (от 0,71 до 356 кгсм). В наборе торцевых головок последовательно проверяют каждый типоразмер. Оправку и установочный квадрат выполняют из материалов с твердостью около 56 HRC, поэтому основную нагрузку воспринимает именно головка. По результатам испытаний на изделии не должно быть деформации, смятия и выкрашивания поверхности.







{kind=link}
{kind=link}
{kind=link}





