
- Главная
- Каталог
- Металлорежущий инструмент
- Метчики
Метчики для нарезания резьбы. Наборы метчиков.

840 руб.
Без НДС: 700 руб.
4 200 руб.
Без НДС: 3 500 руб.
4 800 руб.
Без НДС: 4 000 руб.
8 400 руб.
Без НДС: 7 000 руб.

90 руб.
Без НДС: 75 руб.

108 руб.
Без НДС: 90 руб.
259 руб.
Без НДС: 216 руб.
346 руб.
Без НДС: 288 руб.
691 руб.
Без НДС: 576 руб.
922 руб.
Без НДС: 768 руб.

461 руб.
Без НДС: 384 руб.
1 008 руб.
Без НДС: 840 руб.
1 008 руб.
Без НДС: 840 руб.
720 руб.
Без НДС: 600 руб.
1 440 руб.
Без НДС: 1 200 руб.
Механическую обработку резьбы со снятием слоя материала выполняют с помощью инструмента, который принудительно переносит собственную геометрию на заготовку, реализуя зацепление.
Решая задачу купить подходящие метчики и плашки, выбирают стандартные ГОСТовские изделия или заказывают специальный инструмент уникальной конструкции.
Конструкция
Метчик – это винт, который входит в предварительно просверленное отверстие заготовки и нарезает в нем винтовую канавку резьбы. Превращение обычного винта в профилированный инструмент можно условно упростить до нескольких шагов:
1) Выполнение заходного конуса с определенным углом в плане (14..20° для обработки глухих и 3..6° для сквозных отверстий).
2) Прорезка стружковыводящих канавок. Они разбивают исходный сплошной стержень на зубья, а криволинейная поверхностьдна в поперечном сечении образует передние углы.
3) Затылование зубьев с получением задних углов 5..12°.
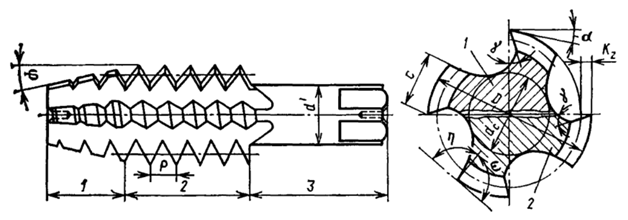
Количество канавок приходится на число от 2 до 6.Они могут быть прямыми или с частичным скосом дна по заборному конусу, а также винтовыми – право- и левозаходными. Цена конкретного метчика будет зависеть, в том числе, от сложности исполнения этих поверхностей.
Наклон винтовой канавки лежит в пределах 10..15°, для обработки вязких сталей и цветных сплавов его делают более крутым – 25..30°. Такая геометрия призвана обеспечить надежный и стабильный вывод стружки из отверстия, в противном случае метчик заклинит, и его придется извлекать высверливанием.
Классификация
По конструкции и конечному назначению различаютметчики:
- слесарные – идут комплектом из 2 или 3,для ручной нарезки резьбы;
- машинно-ручные – одинарные и комплектом из двух;
- машинные – одиночные, для работы на токарных и сверлильных станках;
- гаечные – с Г-образным отгибом, для работы на гайконарезных автоматах;
- комбинированные – наиболее точный и жесткий инструмент, для нарезки и калибрования резьбы в плашках.
Применение
За счет заборного конуса диаметр торца метчика заметно меньше, чем исходное отверстие под обработку. Такой перепад нужен для мягкого вхождения и центрирования инструмента.
Вкручиваясь в тело заготовки, профилированный винт постепенно внедряется на полную высоту, равномерно распределяя нагрузку по всем зубьям и виткам заборной части. Глубина резания при этом составит:
- для сырых сталей – 0,02..0,055 мм;
- для высокопрочных материалов (легированные чугуны, закаленные стали, титан и его сплавы, хромоникелевые сплавы) – 0,01..0,018 мм;
- для чугунов – 0,035..0,07 мм;
- для алюминия и цветных сплавов – 0,025..0,065 мм.
Прорезав резьбу, метчик несколько разбивает и дополнительно правит ее своей калибрующей частью.
В процессе резания инструмент работает в очень тяжелых условиях воздействия сил трения и повышенной температуры. Чтобы упростить обработку,операцию дробят на несколько проходов, используя комплект метчиков – черновых, получистовых и чистовых.
Отзывы о магазине
Наш склад







{kind=link}
{kind=link}
{kind=link}
Наши партнеры






Наши контакты
454046, РФ, Челябинская обл., г. Челябинск, ул. Барбюса, д. 91