
- Главная
- Каталог
- Металлорежущий инструмент
- Развертки
- Развертка регулируемая
Развертка регулируемая

Регулируемые развертки – иначе их еще называют разжимные – используют преимущественно в ремонтном производстве. Их уникальный механизм настройки позволяет подогнать рабочий диаметр по имеющемуся образцу.
Такими изделиями вручную правят и восстанавливают изношенные отверстия под пальцы, штифты, установку осей и цилиндрических направляющих.
Конструкция
Наружный контур регулируемой развертки по металлу можно условно разделить на несколько секторов:
- направляющая;
- занижение (шейка);
- рабочая часть;
- занижение оголовка;
- хвостовик.
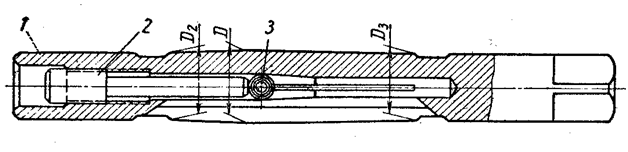
Направляющая цилиндрическая ступень служит для центрирования в отверстии, поскольку при ручном развертывании не используют кондукторных втулок и плавающего патрона.
Хвостовик также выполняют цилиндрическим, с фрезерованием квадрата на конце под захват и передачу вращения. Диаметр хвостовика соответствует номинальному диаметру изделия. Занижения служат для разграничения секторов при обработке.
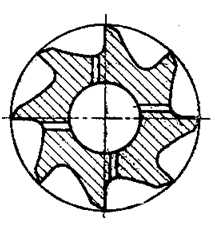
Рабочая поверхность разжимной развертки полностью аналогична обычному машинному инструменту. Резание происходит за счет 6, 8 или 10 зубьев, расположенных с непостоянным угловым шагом – чтобы избежать огранки отверстия. Прорезкой нескольких тонких пазов ступень превращают в подобие цанги, упругие свойства которой усиливаются после закалки.
Принцип действия
Стандарт
- для изделий до 10 мм диаметра – не менее 0,16 мм;
- 10..20 мм – не менее 0,25 мм;
- 20..30 мм – не менее 0,40 мм;
- 30..50 мм – не менее 0,50 мм.
Номинальный размер цилиндра режущей поверхности выполняют с полем допуска по h9, хвостовика – по f9.







{kind=link}
{kind=link}
{kind=link}





