
- Главная
- Каталог
- Слесарно-монтажный инструмент
- Ключи
- Ключ накидной
Ключ накидной. Низкие цены!




На затяжку резьбовых соединений приходится до 70% трудоемкости всех сборочных операций. Для этого используют различные инструменты и приспособления, включая даже специализированные станки-автоматы. Но абсолютными лидерами среди слесарной оснастки остаются простые гаечные ключи.
Классификация
ГОСТ 29308-92 описывает всю возможную номенклатуру монтажного инструмента для затяжки винтов и гаек.
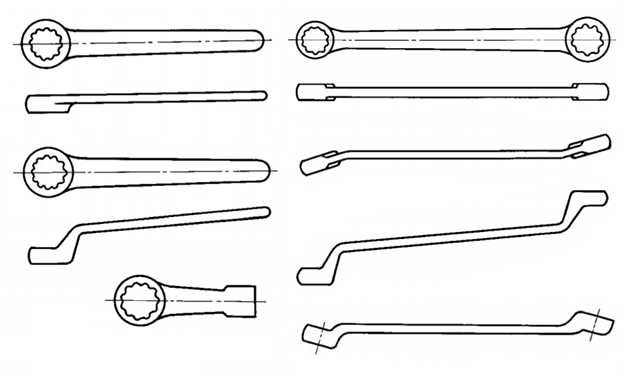
Различают несколько конструктивных типов изделий с закрытым отверстием-зевом:
- накидной односторонний плоский ключ;
- односторонний коленчатый;
- односторонний ударный;
- двусторонний плоский;
- двусторонний, с головками, отогнутыми на 15°;
- двусторонний изогнутый;
- двусторонний коленчатый.
Рабочее отверстие ключа (зев) выполняют с одинарным или двойным шестигранником в зависимости от номинального размера.
Изготовление
На производство накидных ключей распространяются общие технические требования по ГОСТ 2838-80.
В качестве заготовок используют поковки из среднеуглеродистых конструкционных сталей 40Х и 40ХФА, легированных хромом. В составе второй марки также присутствует ванадий. На таком инструменте дополнительно маркируют обозначение «CHROMEVANADIUM».
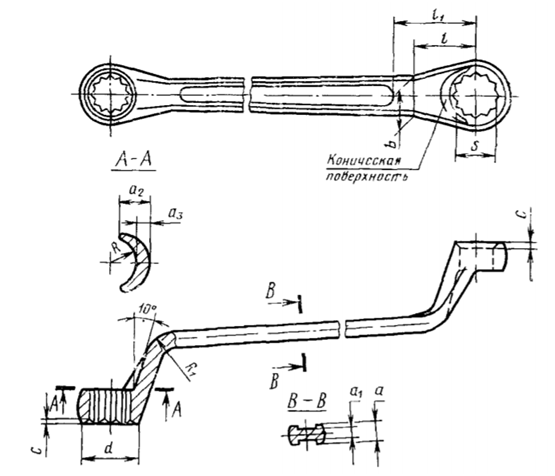
Форму и основные поверхности изделий получают методами пластической деформации – горячей штамповкой и прошивкой. В процессе изготовления не снимают стружку, а уплотняют материал силовым воздействием. Накидной коленчатый ключ формуют с жестким контролем углового расположения всех поверхностей.
После обработки заготовки подвергают закалке с низким отпуском:
- для инструмента с зевом до 36 мм – на твердость 41,5..51,5 HRCЭ, с пределом прочности 1320..1650 МПа;
- для инструмента с зевом свыше 36 мм – на твердость 36,5..46,5 HRCЭ, с пределом прочности 1150..1480 МПа.
Зачистку и доводку выполняют при помощи электрохимического полирования, виброгалтовки или обработки потоком абразива. Это необходимо, чтобы дополнительно упрочнить и подготовить материал к нанесению защитных покрытий.
Покрытия
Слесарный инструмент находится в постоянном контакте с атмосферой и различными окисляющими средами. Чтобы уберечь изделие от коррозии, на его поверхность наносят специальный защитный слой. Цены на накидные ключи напрямую зависят от выбранной защиты и методов ее реализации.
При помощи гальваники на поверхности осаждают:
- цинк (с последующим хроматированием);
- твердый хром;
- декоративный хром с подслоем никеля;
- кадмий (с последующим хроматированием).
Для изделий неответственного назначения допускается применять химическое оксидирование и фосфатирование стали (т.н. «воронение»).
Испытания
Когда собираетесь купить накидной ключ, хочется быть уверенным, что он не выйдет из строя при первой же затяжке болта.Чтобы убедиться в прочности оснастки, производитель испытывает готовую продукцию на специальных стендах.
Инструмент устанавливают на оправку, имитирующую шестигранную головку крепежа. К рукояти прикладывают усилие, соответствующее рабочей величине крутящего момента с некоторым запасом прочности.
По результатам испытаний продукцию делят на четыре категории:
- класс D соответствует минимально допустимой прочности;
- класс C – выдерживает нагрузку в 2 раза выше;
- класс B – в 2,5 раза выше;
- класс A – в 3,8 раза выше.
Нагрузку прикладывают не менее трех раз, чтобы убедиться в отсутствии деформаций и накопленных напряжений, которые могут привести к поломке инструмента.







{kind=link}
{kind=link}
{kind=link}





