
- Главная
- Каталог
- Металлорежущий инструмент
- Метчики
- Метчик машинно-ручной
Метчик машинно-ручной




С помощью метчиков нарезают резьбу в сквозных и глухих отверстиях. Их можно использовать на токарных, расточных и сверлильных станках в комплекте со специальными патронами, или же работать вручную, при помощи воротка.
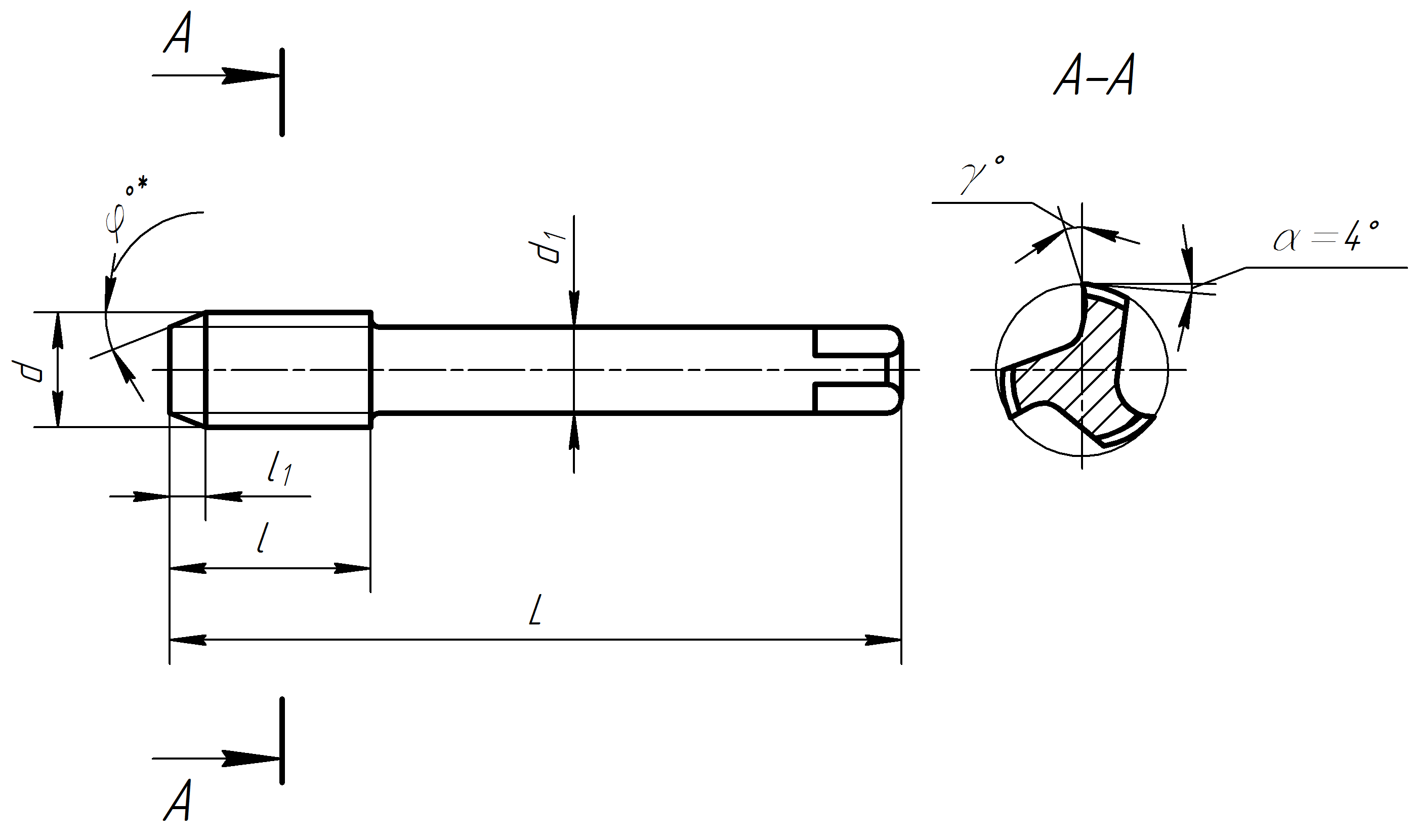
Конструкция
Инструмент представляет собой винт с профилированной резьбой, который вкручивается по заранее подготовленному отверстию, и его зубья последовательно прорезают канавку. Глубина резания составляет всего 0,02..0,05 мм.
Общая схема машинно-ручного метчика включает:
- рабочую часть;
- корпус;
- хвостовик (с квадратом или лысками под передачу вращения);
- стружкоотводящие канавки;
- зубья.
На режущих витках различают заходную и калибрующую зоны. Последнюю выполняют с обратной конусностью, чтобы уменьшить трение и разбивку резьбы, а также облегчить выход инструмента.
Стружкоотводы могут быть прямыми и винтовыми. Второй вариант уравновешивает силы резания и повышает стойкость инструмента. За счет своей сложной криволинейной поверхности канавки формируют в поперечном сечении геометрию из трех или четырех зубьев.
Чтобы купить машинно-ручной метчик, максимально соответствующий конкретным техническим задачам, обращают внимание на передний угол зубьев. Для обработки чугуна и нержавейки он находится в пределах 0..5˚, для стали – 8..10˚, медных сплавов – 12..15˚, алюминия – 16..25˚.
Стандарт
Конструкция и размеры стандартных метчиков описаны ГОСТ 3266-81. Каждый инструмент имеет уникальное восьмизначное обозначение.
Норматив определяет основные параметры для нарезания метрической, трубной и дюймовой цилиндрической резьбы, с крупным и мелким шагом. Диапазон номинальных диаметров ограничен М52 или 2 дюймами, но дополнительно расширен до М100×6 за счет ИСО 529-93.
Номенклатура изделий включает варианты для обработки глухих и сквозных отверстий, а также любого направления витков. Для нарезки левой резьбы используют левый машинно-ручной метчик. По системе кодирования его числовое обозначение заканчивается на четную цифру.
Материалы
Для изготовления назначают:
- инструментальные стали – У11, У11А, ХВГ;
- быстрорежущие стали – Р18, Р6М5, Р10К5Ф5;
- твердые сплавы – Т15К6, Т30К4, ВК8.
Если номинальный диаметр изделия больше 8 мм, хвостовик и корпус выполняют из марок 45 или 40Х. Мелкие метчики могут быть цельными.
Рабочую поверхность калят до твердости 61..67HRCЭ. Операцию производят в вакуумных печах или под защитой атмосферы инертного газа.
Применение
Резьбу нарезают одиночным инструментом или комплектом из нескольких машинно-ручных метчиков.
Нарезку за один проход используют под крепеж, в основном – для сквозных отверстий в корпусах, крышках и фланцах из мягких сталей и цветных металлов, где нет строгих требований по точности и шероховатости витков.
Схема из черновых и чистовых проходов позволяет уменьшить усилия резания, улучшить качество резьбы, облегчить обработку по сложным материалам (чугун, нержавейка, сталь высокой твердости). Комплект состоит из двух или трех метчиков.







{kind=link}
{kind=link}
{kind=link}





