
- Главная
- Каталог
- Металлорежущий инструмент
- Фрезы
- Фреза шпоночная цилиндрический хвостовик
Фреза шпоночная цилиндрический хвостовик

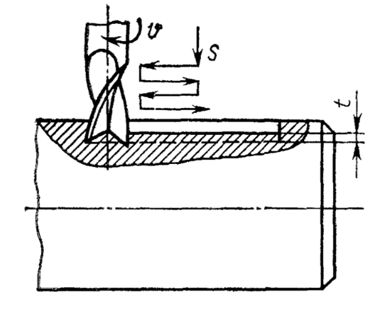
Для обработки шпоночных пазов на шейках валов и корпусных деталях используют специальный металлорежущий инструмент – концевые шпоночные фрезы.
Уникальная двузубая конструкция позволяет засверлиться на осевой подаче на всю глубину паза, после чего одним проходом получить нужную поверхность. Но для такой схемы характерны высокие нагрузки, поэтому чаще всего работают в несколько проходов на маятниковой подаче.
Конструкция
По своей сути шпоночная фреза объединяет принцип работы цилиндрической и торцовой. Нижняя поверхность зубьев обрабатывает дно паза. Боковые поверхности формируют стенки.
На станке инструмент закреплен консольно и может незначительно разбивать паз по ширине. Поэтому основной диаметр фрезы занижен по сравнению с требуемым размером шпонки. Винтовую поверхность по режущим кромкам шлифуют с полем допуска f8 или e8, в зависимости от нужного результата (допуск по ширине паза N9 или P9).
Шпоночная фреза имеет два зуба с усиленной формой профиля и скруглением при вершинах. Переточку изношенного инструмента выполняют по задним поверхностям торцовых кромок, чтобы сохранить исходный наружный диаметр.
Для вывода стружки закладывают две винтовые канавки с углом наклона 20°, в редких случаях - 25°. Эти же поверхности по криволинейной траектории формирует спинку зубьев.
Разновидности
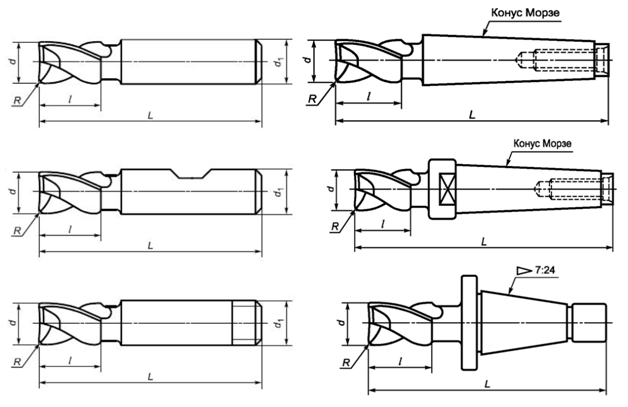
Различают несколько конструктивных исполнений по форме присоединительной (установочной) поверхности инструмента.
С цилиндрическим хвостовиком:
- с полностью гладким;
- с одной или двумя срезанными лыскамии выходом под 45°;
- с резьбовым концом.
С коническим хвостовиком:
- со стандартным Морзе;
- с Морзе для жесткой передачи (упорный бурт);
- с инструментальным конусом 7:24.
Материалы
- Р6М5, Р18 – в общем случае;
- Р9К5 – для обработки нержавейки;
- Р12Ф3 – для обработки вязкой аустенитной стали;
- Р9М4К8 – для обработки высоколегированных и жаропрочных сталей, в том числе после улучшения.







{kind=link}
{kind=link}
{kind=link}





